Содержание
Сменный узел Б4-58
Торговый Дом «Мельагроснаб» производит поставку в Россию, а также страны СНГ Сменные узлы на бараночную машину Б4-58 по ценам завода изготовителя.
Вы можете купить Сменные узлы на бараночную машину Б4-58 по заводским ценам.
Сменный узел Б4-58
Машина Б4-58 укомплектована сменными узлами, что позволяет возможности выработки изделий различных видов (баранок, сушек, бубликов ).
Сменные узлы:
Для бубликов — трехканальные; поршневая группа, поршневой вкладыш с гильзами, обойма со стаканами, кронштейн с выталкивателями.
Для баранок — четырехканальные; поршневая группа, поршневой вкладыш с гильзами, обойма со стаканами, кронштейн с выталкивателями.
Для сушек — шестиканальные; поршневая группа, поршневой вкладыш с гильзами, обойма со стаканами, кронштейн с выталкивателями.
| Обозначение исполнения наладки | Наименование видов изделий | Стакан Ø, мм | Скалка Ø, мм |
|---|---|---|---|
| Стандартные исполнения | |||
| Б-4-58 34.00.000 | сушка «Стандартная» | 45 | 33 |
| Б-4-58 34.00.000-03 | баранка «Стандартная» | 73 | 57 |
| Б-4-58 34.00.000-06 | бублик «Стандартный» | 105 | 85 |
| Б-4-58 33.00.000 | сушка «Особенная» ( 8 ручьев) | 33,5 | 22 |
| Б-4-58 34.00.000-01 | сушка «Малютка» | 35 | 23 |
Б-4-58 34. 00.000-02 00.000-02 | сушка «Бар» | 33 | 25 |
| Б-4-58 34.00.000-07 | сушка «Винницкая» | 30 | 22 |
| Б-4-58 34.00.000-08 | сушка «Русь» | 37 | 29 |
| Б-4-58 34.00.000-09 | сушка «Ромашка» | 45 | 33 |
| Б-4-58 24.00.000 | сушка «Кроха» (12 ручьев) | 26 | 18 |
| Б-4-58 34.00.000-10 | сушка «Специальная» | 37 | 27 |
| Б-4-58 35.00.000 | сушка «Хрустальная» | 35 | 27 |
| Б-4-58 25.00.000 | баранка «Челночок» | 57 | 46 |
| Б-4-58 34.00.000-04 | баранка «Барская» | 57 | 46 |
Б-4-58 34. 00.000-05 00.000-05 | баранка «Подольская» | 65 | 50 |
| Б-4-58 25Г.00.00 | баранка «Рондо» | 67 | 59 |
Наиболее распространенные запасные части для Б4-58
· Сменные комплектные формующие насадки для бараночных изделий
· Стакан Б4-58 (сушка, баранка, бублик)
· Нож Б4-58 (сушка, баранка, бублик)
· Скалка Б4-58 (сушка, баранка, бублик)
· Гильза Б4-58 (сушка, баранка, бублик)
· Поршень Б4-58 (сушка, баранка, бублик)
· Ось поршневая Б4-58
· Пружина Б4-58 (для всех сушек, сушка, баранка, бублик)
· Распорка Б4-58
· Обойма Б4-58
· Обойма со стаканами Б4-58
· Подшипники Б4-58
· Крышка Б4-58
· Механизм срезной Б4-58 (шпилька и втулки)
· Шкив с ведомым валом и шестерней Б4-58
· Шкивы Б4-58
· Сектор храпового механизма Б4-58
· Храповой механизм Б4-58
· Колесо храповое Б4-58
· Толкатель
· Гайка стяжка
· Рассекатель
· Штанга
· Поводок
· Поворот
· Вкладыш Б4-58 (сушка, баранка)
· Палец
· Скребок
· Втулка Б4-58
· Хомут
· Серьга Б4-58
· Тяга в сборе Б4-58
· Валы Б4-58
· Главный вал Б4-58 (вал на котором крепятся кулаки)
· Для выработки бубликов применяется трехканальный вкладыш, для баранок – четырехканальный и для сушек – шестиканальный (рис. 2, 3 и 4).
2, 3 и 4).
Основание тестовой камеры 1 смонтировано на рамах станины 7.
Крышка тестовой камеры откидная, закреплена на основании двумя шарнирными пальцами и откидными болтами.
Сменные поршневые вкладыши 4 размещаются в пазу, образованном основа-нием и крышкой тестовой камеры 1.
Нагнетательные валки 3 размещены в крышке поршневой камеры 1 и периодически вращаются через храповой механизм 8 и одну пару цилиндрических шестерен 9 от кулачка раскатывающих стаканов.
Угол поворота нагнетательных валков регулируется путем закрепления пальца тяги 52 в различных положениях в продольном пазу трехплечего рычага 51.
При опускании пальца вниз в продольном пазу уменьшается угол поворота нагнетательных валков и, следовательно, количество теста, подаваемого в каналы поршней валками.
Цилиндрические поршни 5 находятся в соответствующих сменных поршне-вых вкладышах 4.
Бараночные и сушечные поршни связаны между собой попарно поперечными осями, а бубличные – одной поперечной осью 10.
Поршни 5 получают возвратно-поступательное движение от кулачка 11 через двухплечий рычаг 12 и верхний рычаг 13, соединяющий через поводки 14 ось 10 поршней 5 с двухплечим рычагом 12.
Двухплечий рычаг 12 шарнирно смонтирован на оси 15, которая закреплена на рамах станины 7.
Для изменения веса тестовых заготовок в зависимости от вырабатываемого сорта изделий двухплечий рычаг 12 снабжен регулирующим винтом 16 с махович-ком 17, при помощи которого можно изменять рабочий ход поршней 5 (количество подаваемого поршнем теста).
4.3. Механизмы раскатывающих стаканов и скалок состоят из формующих гильз 6, скалок 18 с плавным вогнутым профилем наконечника, цилиндрических ножей 19, сменной обоймы 20, раскатывающих стаканов 21, выталкивателей 22 и цилиндрических пружин 23.
Формующие гильзы 6 смонтированы в гнездах сменных поршневых вкла-дышей 4 и являются продолжением поршневых каналов.
На выходном конце гильзы 6 при помощи рассекателя 24 смонтирована скалка 18 с плавным переходом от стержня рассекателя к максимальному диаметру скалки. Цилиндрические ножи 19 одеты на формующие гильзы 6, на которых нахо-дятся цилиндрические пружины 23. Сменные обоймы 20 с установленными в них стаканами 21 закрепляются двумя болтами в специальном кронштейне 26, который скользит по цилиндрическим направляющим 27.
Цилиндрические ножи 19 одеты на формующие гильзы 6, на которых нахо-дятся цилиндрические пружины 23. Сменные обоймы 20 с установленными в них стаканами 21 закрепляются двумя болтами в специальном кронштейне 26, который скользит по цилиндрическим направляющим 27.
Выталкиватели 22 закреплены при помощи штанг 28 в съемных кронштей-нах 29, которые при помощи двух цилиндрических шпилек крепятся на распорке 30 станины 7.
Кронштейн 26 со сменными обоймами 20 и раскатывающими стаканами 21 получает возвратно-поступательное движение через систему рычагов от кулачка 31.
Цилиндрические ножи 19 получают движение при отрезании тестовых загото-вок от цилиндрических пружин 23, а обратное движение – от раскатывающих стака-нов 21, которые одновременно сжимают и цилиндрические пружины 23.
4.4. Ленточный конвейер состоит из приводного и натяжного барабанов.
Приводной барабан 32 конвейера установлен на валу 34, который смонти-рован в подшипниках станины 7. Натяжной барабан 33 цапфами 35 установлен в сферических подшипниках натяжного механизма. Лента 36 конвейера, охватывая приводной барабан 32 и натяжной барабан 33, получает движение от вала кулачков через цепную передачу 37.
Лента 36 конвейера, охватывая приводной барабан 32 и натяжной барабан 33, получает движение от вала кулачков через цепную передачу 37.
4.5. Приводной механизм состоит из электродвигателя 39, ременной передачи, двух цилиндрических шестерен, двух кулачков 11 и 31, двух рычажных систем и главного вала 25.
Электродвигатель 39 смонтирован на плите 41, шарнирно закрепленной на стяжке станины так, что натяжение ремня достигается регулировкой специального болта.
Шкив 42 ременной передачи и цилиндрическая шестерня 43 смонтированы на валу 40 на шарикоподшипниках, закрепленных на станине машины (рис.6).
Две другие цилиндрические шестерни 45 и 46 (рис.6) вращаются на валу 47 (рис.1) и соединены между собой контрольным штифтом 48 с проточкой (рис.5). При возникновении больших усилий в машине контрольный штифт 48 срезается по проточке, предохраняя машину от поломки.
Цилиндрическая шестерня 49 (рис.6) закреплена на главном валу 25 на шпонке.
Кулачки 11 и 31 установлены на главном валу на шпонке (рис. 1). Трехплечий рычаг 51 рычажной стстемы раскатывающих стаканов посажен шарнирно на ось 15, смонтированную в станине.
1). Трехплечий рычаг 51 рычажной стстемы раскатывающих стаканов посажен шарнирно на ось 15, смонтированную в станине.
От трехплечего рычага 51 тягой 52 движение передается на храповой меха-низм 8 нагнетательных валков, а тягой 53 – на приводной рычаг 54 раскатывающих стаканов.
Рычаги 55 и 56, передающие движение раскатывающим стаканам 21, посаже-ны шарнирно на ось 57, установленную в станине.
4.6. Станина состоит из двух чугунных боковин 7, связанных между собой тре-мя цилиндрическими стяжками 58, основанием тестовой камеры 1 и распоркой 30.
Для безопасности работы персонала, обслуживающего машину, предусмот-рена электроблокировка.
В цепь управления магнитным пускателем электродвигателя включены два конечных выключателя, каждый из которых механически соединен с передним и задним кожухами (приложение 1).
При снятии кожухов – переднего 59, заднего 60 или обоих вместе выключа-тели разрывают электрическую цепь и останавливают машину.
4.7. Машина приводится в движение от электродвигателя 39 (рис. 6) посред-ством ременной передачи; через две пары цилиндрических шестерен 43 и 46, 45 и 49 вращение передается на главный вал 25, на котором посажены два кулачка 11, 31 и одна звездочка 61.
6) посред-ством ременной передачи; через две пары цилиндрических шестерен 43 и 46, 45 и 49 вращение передается на главный вал 25, на котором посажены два кулачка 11, 31 и одна звездочка 61.
Поршни 5 (рис.1) имеют поступательно-возвратное движение с выстоями в переднем и заднем положениях и приводятся от пазового кулачка 11 через рычаж-ный механизм, состоящий из рычагов 12 и 13 (см. циклограмму на рис.8).
Раскатывающие стаканы 21 имеют возвратно-поступательное движение, причем для раскатки тестовой заготовки раскатывающие стаканы делают три движения раскатывания и одно холостое (рис.8).
Раскатывающие стаканы 21 получают движение от пазового кулачка 31 через рычажный механизм, состоящий из рычагов 51, 54, 55 и тяги 53.
Нагнетающие валки 3 (рис.1), приводимые в движение от пазового кулачка 31, через храповой механизм 8, связанный тягой 52 с трехплечим рычагом 51, периодически вращаются навстречу друг другу.
При движении раскатывающих стаканов 21 вперед нагнетающие валки вра-щаются и подают тесто в поршневую коробку, при движении раскатывающих стака-нов назад валки стоят.
Таким образом, нагнетающие валки 3 за один рабочий цикл производят две подачи теста в тестовую камеру.
Тесто отдельными плоскими кусками загружается в приемную воронку 2 (рис.1). При повороте нагнетающих валков 3 навстречу друг другу тесто захваты-вается ими и подается в поршневые каналы под поршни 5.
Во время движения нагнетающих валков 3 одновременно происходит и раскатка тестовых заготовок, причем поршни 5 при первом ходе раскатывающих стаканов 21 идут обратно, а при втором и третьем ходах стоят в крайнем заднем положении.
Начало рабочего хода поршней 5 почти совпадает с концом хода раскатыва-ющих стаканов 21 назад и выстоем нагнетающих валков 3. Таким образом, рабочий ход поршней 5 происходит, в основном, при выстое раскатывающих стаканов, что обеспечивает свободный выход теста через кольцевую щель.
Поршни 5, двигаясь вперед, выжимают тесто обратно через щель между нагнетающими валками 3, при этом уплотняя его. При выходе в закрытые поршне-вые каналы они выпрессовывают тесто в виде кольцевой спиралеобразной в поперечном сечении заготовки через кольцевую щель, образованную концами формующей гильзы 6 и наконечником скалки 18 (рис. 7а, 7б, 7в, 7г, 7е). Образование спиралеобразной в поперечном сечении тестовой заготовки достигается следующим образом.
7а, 7б, 7в, 7г, 7е). Образование спиралеобразной в поперечном сечении тестовой заготовки достигается следующим образом.
При проходе теста через кольцевую щель нижние (внутренние) слои теста, соприкасающиеся с вогнутым профилем скалки 18, двигаясь по его шероховатой поверхности, встречают большее сопротивление при истечении, чем верхние слои теста, соприкасающиеся только с радиусной поверхностью внутреннего края выходного отверстия гильзы 6. Вследствие этого скорость истечения теста через кольцевую щель в нижних слоях всегда бывает меньше, чем в верхних слоях.
Следовательно, при выпрессовывании кольцевой шайбы из теста происходит сдвиг верхних ее слоев по отношению к нижним, что и заставляет кольцевую шайбу завертываться и тем самым образовывать спиралеобразную в поперечном сечении кольцевую тестовую заготовку.
Вес тестовых заготовок одновременно по всем ручьям можно изменять в зави-симости от веса изделия путем уменьшения или увеличения рабочего хода поршней 5 (рис.1), производимого с помощью регулировочного винта с маховичком 17.
Регулировка веса тестовых заготовок по ручьям при выработке бубликов производится путем увеличения или уменьшения кольцевой щели, образованной концом формующей гильзы 6 и наконечником скалки 18.
При движении раскатывающих стаканов вперед освобождаются кольцевые ножи 19, которые под действием пружин 23, продвигаясь вперед, отрезают заготовки от общей массы теста, немного сдвигая их вперед на скалку, а сами при этом упираются в заплечик скалки (рис.7б).
Раскатывающие стаканы, продолжая двигаться, захватывают тестовую заготовку и зажимают ее между своей внутренней поверхностью и поверхностью скалок.
Полная обкатка тестовой заготовки производится в результате трехкратного продольно-возвратного движения раскатывающих стаканов вдоль скалок.
Длина скалок рассчитана таким образом, что последним третьим движением раскатывающие стаканы скатывают заготовки со скалок, оставляя их на выходе из стаканов (рис.7д). При дальнейшем движении стаканов выталкиватели, проходя через раскатывающие стаканы, выталкивают заготовки на ленту конвейера.
С конвейера заготовки вручную укладывают на доски для последующей расстойки или они подаются на общий конвейер, не входящий в комплект машины.
Раскатывающие стаканы, возвращаясь в крайнее заднее положение, отводят кольцевые ножи, а с ними и пружины в исходное положение, после чего цикл работы машины повторяется вновь.
4.8. На рис.8 представлена циклограмма машины и изображены положения основных механизмов для шести значений угла поворота кулачкового вала.
Машина универсальная делительно-закат.Б-4-58 классическая в Кондитерхлебпром
Машина универсальная делительно-закаточная
марки Б-4-58 для бараночных изделий
Машина универсальная делительно-закаточная марки Б-4-58 для бараночных изделий (рис.1) предназначена для деления и формования тестовых заготовок бубликов, баранок и сушек из пшеничной муки высшего и первого сортов.
Применяется на предприятиях хлебопекарной промышленности.
Изготовляется по категории 3 по ГОСТ 15150-69 в климатических исполнениях:
УХЛ — для внутреннего рынка и для экспорта в страны с умеренным климатом;
ТС — для экспорта в страны с тропическим климатом.
ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИП РАБОТЫ:
Машина универсальная делительно-закаточная марки Б—4-58 (рис.2) состоит из механизма 6 приема и подачи теста, формующей головки 9 с формующими стаканами 8 и скалками 13, ленточного транспортера 15, приводного механизма 17, чугунной станины 18, узла электроблокировки 16.
Тесто в виде отдельных плоских кусков загружается в приемную воронку 11, откуда валками 5 подается в тестовую камеру 4. В задней стенке тестовой камеры установлены поршни 3, получающие от кулака 19 через рычаг 20 и тягу 2 возвратно-поступательное движение. В противоположной (передней) стенке тестовой камеры установлены цилиндрические гильзы 10, При движении поршней вперед тесто в камере уплотняется, а после входа в гильзы выпрессовывается через кольцевые щели, образованные срезами гильз и скалками, в виде кольцеобразных заготовок. Регулирование массы заготовок осуществляется изменением хода поршней при помощи винта 1.
После подачи необходимого количества теста поршни возвращаются в крайнее заднее положение для выстоя, а формующие стаканы начинают движение.
При движении формующих стаканов вперед освобождаются кольцевые ножи 12, которые под действием пружины 7, подвигаясь вперед, отрезают заготовки от общей массы теста, при этом немного сдвигая их вперед на скалку, а сами упираются в заплечики скалок.
Процесс обкатки тестовой заготовки производится трехкратным возвратно-поступательным движением стаканов вдоль скалок.
В это же время происходит подача валками теста в тестовую камеру. При последнем, третьем движении стаканов вперед заготовки скатываются со скалок, оставаясь при этом на выходе из стаканов, откуда они выталкиваются выталкивателями 14, проходящими внутри стаканов вдоль скалок.
С ленты транспортера тестовые заготовки вручную укладывают на расстойные листы. Далее формующие стаканы, возвращаясь в крайнее заднее положение, отводят кольцевые ножи, а с ними и пружины в исходное положение, после чего цикл работы машины повторяется.
Рис.2. Общий вид машины универсальной
Насадки на машину Б-4-58
Насадки на модернизированную универсальную делительно-закаточную машину Б-4-58-Д с размерами отформованных тестовых заготовок.
Обозначение | Наименование | Стакан | Скалка |
Стандартные исполнения |
Б-4-58 34.00.000 | сушка «Стандартная» | 45 | 33 |
Б-4-58 34.00.000-03 | баранка «Стандартная» | 73 | 57 |
Б-4-58 34. | бублик «Стандартный» | 105 | 85 |
 00.000-06
00.000-06Дополнительные исполнения |
Б-4-58 33.00.000 | сушка «Особая» | 33,5 | 22 |
Б-4-58 34.00.000-01 | сушка «Малютка» | 35 | 23 |
Б-4-58 34.00.000-02 | сушка «Бар» | 33 | 25 |
Б-4-58 34. | сушка «Винницкая» | 30 | 22 |
Б-4-58 34.00.000-08 | сушка «Русь» | 37 | 29 |
Б-4-58 34.00.000-09 | сушка «Ромашка» | 45 | 33 |
Б-4-58 25.00.000 | баранка «Челночок» | 57 | 46 |
Б-4-58 34.00.000-04 | баранка «Барская» | 57 | 46 |
Б-4-58 34. | баранка «Подольская» | 65 | 50 |
 00.000-07
00.000-07 00.000-04
00.000-04
Бублик «Стандартный» |
наружный диаметр, мм | 105 |
внутренний диаметр, мм | 85 |
| наружный Ø, мм | внутренний Ø, мм |
Баранка «Стандартная» | 73 | 57 |
Баранка «Подольская» | 65 | 50 |
Баранка «Барская» | 57 | 46 |
Конгресс.
 гов | Библиотека Конгресса
гов | Библиотека Конгресса
перейти к основному содержанию
Предупреждение
: для более удобной работы с Congress.gov включите JavaScript в
ваш браузер.
Справка
- Как выбрать страницу поиска
- Знакомство с поиском
- Средства поиска
- Глоссарий
- Часто задаваемые вопросы (FAQ)
Другие полезные инструменты
- Просмотр законодательства по номеру
- Просмотр отчетов комитета по номеру
- Спросите библиотекаря по юридическим вопросам
- Конгресс.гов Обучение
- Свяжитесь с нами
Или попробуйте поискать в Справочном центре
Контент сайта
- Законодательство
- Отчеты комитетов
- Заседания комитета
- Публикации Комитета
- Запись Конгресса
- Индекс рекордов Конгресса
- участников
- Номинации
- Договорные документы
- Домовые коммуникации
- Связь Сената
- Законодательный процесс
- О Конгресс.
 гов
гов
 гов
говСправка
- Справка | Обратная связь | Свяжитесь с нами
- Глоссарий
- Средства поиска
- Спросите библиотекаря по юридическим вопросам
- Вебинары
Способы подключения
- Twitter (внешняя ссылка)
- YouTube (внешняя ссылка)
- Видео
- Получать оповещения и обновления по электронной почте
- Блог – In Custodia Legis: Юридические библиотекари Конгресса
Ресурсы
- Веб-архив Конгресса
- Отчеты CRS
- Код США
- GPO govinfo
- Юридическая библиотека Конгресса
- Путеводитель по закону онлайн
- Планы уроков для учителей
- Веб-сайты законодательного собрания штата
- Массовые данные статуса счета
- Конгресс. гов API
- Поименное голосование
- Конституция с комментариями
- Отчеты юридической библиотеки
- Отчеты GAO
 гов API
гов APIДомашние ссылки
- House.gov
- Деятельность на полу
- Представители
- Комитеты
- Слушания (Видео)
- Законопроекты к рассмотрению
- Лидерство
- История, искусство и архивы
- Дополнительные ресурсы для дома
Ссылки Сената
- Senate.gov
- На этаже Сената
- Сенаторы
- Комитеты
- Слушания (расписание)
- Лидерство
- История, искусство и статистика
- Дополнительные ресурсы Сената
Наверх
перейти 95 правило 58.
 1
1
Предыдущий | Главный | ГО | Список изменений для этого правила | Поиск | Секция | Далее |
Общий заказ 95
Раздел V
Подробный
Требования к строительству линий снабжения
(цепи классов H, L и T)
58,1
Закрытое оборудование (трансформаторы, конденсаторы, регуляторы,
и т. д.) (Для целей
д.) (Для целей
этого правила, закрытые средства, заключенные в кожух, такие как ящики или баки с оборудованием
работает при напряжении более 750 вольт.)
A.
Положение на опоре
(1)
Несколько единиц:
Если на столбе установлено более одного блока, они должны быть размещены на
с той же стороны столба. Трансформаторы, установленные на металлических монтажных кронштейнах, должны
не выходить за вертикальную плоскость, проходящую через центральную линию стойки.
Исключение: устройства, установленные на
столбы, на которые нельзя взобраться, могут выходить за вертикальную плоскость через центральную линию
полюса. (См. Правило 22.6-D)
Примечание: пересмотрено в январе
15.01.2015 Решением 15-01-005.
(2)
Удлинители верхней части стойки:
Оборудование не должно поддерживаться на удлинителях мачты.
ИСКЛЮЧЕНИЕ:
Полюс
верхние надставки, соответствующие требованиям прочности
для целого шеста (см. Правило 49.1А) может использоваться для поддержки оборудования.
Правило 49.1А) может использоваться для поддержки оборудования.
B. Чехол
и зазоры подводящих проводов (см.
Таблицы 581 и 582 )
(1)
Зазоры незащищенных выводных проводов: Незащищенные вертикальные и боковые
провода между линейными проводами и оборудованием должны соответствовать Правилам 54.6 и 54.4С6; и с указанными зазорами
в таблице 1, случаи 8 и 9; и Таблица
2, случаи 15, 16 и 17
. Такие провода могут быть установлены в рабочем помещении, но не должны
установлен в альпинистском пространстве.
Зазор, указанный в таблице 1, случай 8, столбцы D и E, может не применяться к аппарату
установленные на столбах, состоящих из однополюсных конструкций, или на прикрепленных к ним траверсах при условии, что клеммы и
подводящие провода находятся на расстоянии не менее 6 дюймов от поверхности полюса вместо 3 дюймов
указано в таблице
1, случай 9, столбцы D и E
, и иметь как можно больше зазоров, указанных в таблице
1, случай 8, столбцы D и E.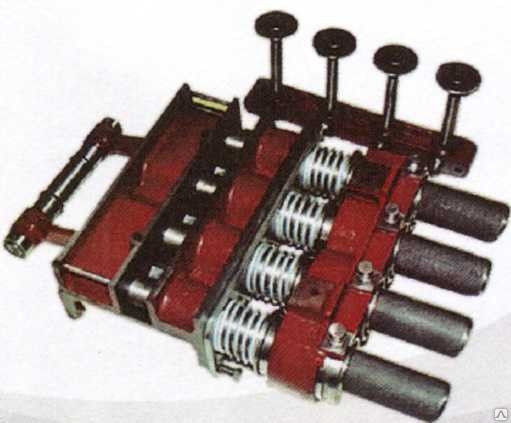
Уменьшение зазоров, указанных в Таблице 1, Случай 8, Колонки D и E, для соединения не допускается.
проводка многофазных установок, ни к какому-либо проводу
провод, проходящий между столбом и аппаратом.
(2)
Дела над землей:
Корпуса оборудования, опирающегося на столбы или конструкции, должны быть не менее 17
футов над землей, за исключением тех мест, которые каким-либо образом недоступны
к транспортным средствам, клиренс ящиков над землей может быть менее 17 футов
при условии, что все ящики, находящиеся на высоте менее 8 футов над землей, должны быть эффективно
заземленный.
(3)
Из оборудования:
Корпуса оборудования, подвесы и другие металлические детали, соприкасающиеся с ними, должны
очистить сквозные болты, скобы рычагов от металла и другие элементы фурнитуры, не
менее 1,5 дюймов; за исключением того, что такие футляры и подвесы не должны касаться траверсы.
раскосы и траверсы через болты на расстоянии не менее 1 дюйма воздушного зазора и
Путь утечки 1,5 дюйма.
Минимальный зазор 1,5 дюйма может не применяться к сквозным болтам в металлических
контакт с корпусами оборудования или его металлическими частями, а также со сквозными болтами
поддерживающие пяточные рычаги, при условии, что часть таких сквозных болтов, заходящих в
пространство для лазания покрыто непроводящим материалом, как указано в Правиле.
22.8 .
(4)
От парней:
Ящики для оборудования и их подвесы должны находиться на расстоянии не менее 4 дюймов от всех
части оттяжек, которые находятся на расстоянии 6 дюймов или более от поверхности стоек или траверс в местах крепления оттяжек. Такие чехлы и вешалки
должно быть не менее 1,5 дюймов от всех частей оттяжек, которые находятся в пределах 6
дюймы поверхности полюсов или поперечин на
привязанность парня.
Примечание. Пересмотрено 18 сентября 1967 г.
Решение № 72984.
С.
Выключатели оборудования или другие устройства отключения оборудования
Выключатели оборудования, предохранители, разъединители или выключатели
должны быть расположены так, чтобы они были легкодоступны для подъема и выполнения работ.
пространства. Такие устройства или их соединительные провода не должны заходить в
пространство, но может простираться в рабочее пространство.
Вертикальный зазор между аппаратными вырезами, предохранителями, разъединителями или
выключатели и незащищенные проводники других цепей ниже должны быть не менее
чем зазоры, требуемые между проводниками, как указано в таблице
2, случаи с 8 по 13.
Горизонтальный зазор между аппаратными вырезами, предохранителями, разъединителями или
выключатели и незащищенные проводники другой фазы или полярности не должны
меньше зазоров, указанных в таблице 2, случай 17.
Положения настоящего правила не распространяются на частичную подземную разводку
системы.
Примечание. Пересмотрено 19 января 1994 г.
Разрешение СУ25.
Д.
Расстояние между незаземленным корпусом и линейными проводниками (см. таблицу 582)
Э.
Зазоры заземленного корпуса от линейных проводников (см. правило 54.4G)
правило 54.4G)
Ф.
Склеивание
Корпуса оборудования можно склеивать вместе, но нельзя приклеивать к вырезам,
металлические штифты или тупиковая фурнитура.
Примечание: Пересмотрено
19 января 1994 г. Постановлением SU25. (ранее Правило 58.4) и
13 января 2006 г. Постановлением № 05-01-030
Стол | |||
Кейс | Природа | Зазоры | |
750 | 22,5 | ||
Выше | |||
1 | Одноместный | 22,5 | 27,0 |
2 | Два | 22,5 | 27,0 |
От От | |||
3 | С | 6,0 | 6,0 |
4 | Без | 1,0 | 1,0 |
От | |||
5 | Пешеходный | 12,0 | 12,0 |
6 | Неходячий | 8,0 | 8,0 |
 д.
д.
Сноски
Изменение зазоров в таблице 581
(a)
Может быть уменьшена до 20 футов при условии, что такие
подводящие или шинные провода защищены настилом трансформаторной площадки, который не
менее 1 фута по горизонтали за пределами вертикальных плоскостей всех таких свинцовых и
автобусные провода.
(б)
Может быть снижена при соблюдении особых условий:
Питающие провода 750-7500В см. Правило 54.4h2.
(с)
Если менее 6 футов ниже проходимой
поверхность должна иметь горизонтальный зазор 6 футов до тех пор, пока вертикальный зазор не будет
полученный.
Примечание:
Таблица добавлена 19 января,
1994 г. по Постановлению SU25
Стол | ||||||
Линия | Комм. | 0 | 750 | 7500В | 22,5 | |
1 | Вертикальный | 48 | 3 | 12 | 18 | 24 |
2 | Вертикальный | 48 | 10 | 12 | 18 | 24 |
3 | Горизонтальный | Н/Д | 6 | 12 | 18 | 24 |

Сноски
Изменение зазоров в таблице 582
(a)
Для заземленных случаев см.