Содержание
НД3318 Ножницы гильотинные, кривошипные НД-3318
Ножницы серии «НД» с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Ножницы серии надежны в работе, просты в эксплуатации, несложны в ремонте. Обеспечивают высокую точность отрезаемых заготовок, деталей. Система смазки и электрооборудования позволяет их эксплуатацию в условиях низких температур, что невозможно при работе на гидравлических ножницах. Ввиду отсутствия подтекания масла, как это бывает при работе на гидравлических ножницах, обеспечивается чистота рабочей зоны ножниц. Назначение и область применения: Кривошипные листовые ножницы с наклонным ножом НД3318 предназначены для резки листового металла с пределом прочности 500МПа и с наибольшими размерами поперечного сечения 4,0х2000мм. Возможна также разрезка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание разрезаемого листа. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Состав и комплект поставки гильотинных пневматических ножниц НД3318
Перечень составных частей ножниц НД3318
| Позиция на рис | Назначение | Обозначение | Количество на ножницы |
| 1 | Электрошкаф | 92А.001 | 1 |
| 2 | Конечный выключатель | 41.001 | 1 |
| 3 | Ограждение конечного выключателя | 74.001 | 1 |
| 4 | Пульт управления | 93.001 | 1 |
| 5 | Система смазки | 81.001 | 1 |
| 7 | Освещение линии реза | 76.001 | 3 |
| 9 | Воздухопровод | 43.001 | 1 |
| 11 | Прижимная балка | 32. 001 001 | 1 |
| 12 | Ограждение ножевой балки | 72.001 | 1 |
| 14 | Ограждение привода | 73.001 | 1 |
| 15 | Задний упор | 34.001 | 1 |
| 16 | Уравновешиватель | 33.001 | 2 |
| 18 | Станина | 11.001 | 1 |
| 19 | Ножевая балка | 31.001 | 1 |
| 20 | Защитная решетка | 75.001 | 1 |
| 21 | Привод | 21.001 | 1 |
| 22 | Редуктор червячный с муфтой-тормозом | 22.001 | 1 |
За дополнительную плату по особому заказу:
| 6 | Боковой упор | 35.001 | 1 |
| 8 | Ограждение станины | 71.001 | 1 |
| 10 | Передний упор | 36. 001 001 | 1 |
| 13 | Угловой упор | 37.001 | 1 |
| 17 | Датчики заднего упора | 39.001 | 1 |
| 23 | Рольганг | Р-12 | 1 |
| 24 | Транспортер | ТЛ-88 | 1 |
Общий вид ножниц гильотинных пневматических НД3318 с обозначением составных частей
Комплект поставки НД3318 должен соответствовать нижеприведенной таблице
| Обозначение | Наименование | Кол-во |
| НД3318-00-001 | Ножницы в сборе. | 1 |
| Шприц рычажно-плунжерный | 1 | |
| Документы | ||
| НД3318-00-001РЭ | Ножницы кривошипные с наклонным ножом НД3318 Руководство по эксплуатации. Список быстроизнашивающихся деталей. | 1 1 |
Органы управления ножниц гильотинных пневматических НД3318
Расположение органов управления: кнопки «Пуск электродвигателя» (1), кнопки «Пуск муфты» (2), кнопки «Стоп непрерывного хода» (3), переключателя освещения зоны реза (4), кнопки «Общий стоп» (5), ключа-бирки (6), электрошкафа (7), электрической педали управления ножницами (8)
Кинематическая схема ножниц гильотинных пневматических НД3318
Привод в ножницах НД3318 осуществляется от электродвигателя (6) через клиноременную передачу (5) на маховик (4), соединенный муфтой-тормозом (3) с валом червяка. От вала червяка через червячную пару (12, 13) вращение передается на эксцентриковый вал (I) и ножевую балку (1). Перемещение заднего упора осуществляется с помощью маховичка (9), соединенного общим валом (II) с шестернями (8), которые перемещаются по рейкам (7).
От вала червяка через червячную пару (12, 13) вращение передается на эксцентриковый вал (I) и ножевую балку (1). Перемещение заднего упора осуществляется с помощью маховичка (9), соединенного общим валом (II) с шестернями (8), которые перемещаются по рейкам (7).
Система смазки пневматических гильотинных ножниц НД3318
Смазка ножниц НД3318 должна осуществляться в строгом соответствии со схемой и указаниями, приведенными в таблице.
Точки смазки | Место смазки | Способ смазки | Марка смазки | Режим смазки | Кол-во |
1, 2 | Опоры эксцентрикового вала |
Шприцевой |
ЦИАТИ-203 ГОСТ 8773-73 |
2-1 раз в смену | Т 4, 5 – 3,5куб. остальные 5 – 5 куб. см в каждую точку |
3, 4, 5, 6 | Втулки левого и правого шатунов | ||||
7, 8 | Направляющие ножевой и прижимной балки | ||||
9, 10, 11, 12, 13, 14, 15, 16, 17, 18 | Втулки уравновешивателей | 1 куб.см в каждую точку | |||
25, 26 | Подшипники червячного вала | 1 раз в три месяца | |||
29 | Подшипники маховика | ||||
30 | Редуктор | Заливной | Масло И-40 ГОСТ 20799-88 | 1 раз в месяц | 3л |
 см;
см;Работа на ножницах НД3318 при отсутствии смазки на трущихся поверхностях сборочных единиц ножниц не допускается.
Пневмосистема гильотинных ножниц НД3318
Сжатый воздух из общей магистрали поступает в ресивер (1). Затем через блок кондиционирования (2) и пневмораспределитель сдвоенный трехлинейный (3) к муфте-тормозу (4). В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы. Давление воздуха, поступающего из общезаводской магистрали, должно быть не менее 0,5 МПа.
Затем через блок кондиционирования (2) и пневмораспределитель сдвоенный трехлинейный (3) к муфте-тормозу (4). В случае падения давления ниже допустимого срабатывает реле давления, размыкая электрическую цепь управления и замыкая цепь контрольной лампы. Давление воздуха, поступающего из общезаводской магистрали, должно быть не менее 0,5 МПа.
Возможные неисправности пневмосистемы гильотинных ножниц НД3318 и способы их устранения
| Неисправность | Вероятная причина | Способ устранения |
| Падение давления в пневмосистеме без расхода сжатого воздуха | Негерметичность разъемных соединений | Проверить и в случае необходимости подтянуть винты на пвневмоаппаратах и уплотнить резьбовые соединения |
| Влаготделитель не очищает сжаты воздух | Большое количество конденсата в стаканчике влагоотделителя. | Спустить конденсат |
| Загрязнился металокерамический фильтр | Снять и прочистить фильтр | |
| Регулятор давления не обеспечивает нормального регулирования давления | Неплотное прилегание клапана | Проверить состояние резинового вкладыша клапана и при необходимости заменить его. |
| Защемление толкателя клапана при его движении в направляющей втулке | Исправить поверхности толкателя клапана и втулки, а при необходимости заменить их | |
| Маслораспылитель не подает распыленное масло | Засорился дроссель или маслопроводные трубки | Снять маслораспылитель и прочистить дроссель и маслопроводные трубки |
| В трехходовом сдвоенном сблокированном клапане нарушена синхронизация работы клапанов | Установленные пружины имеют разные усилия | Установить пружины с одинаковыми усилиями |
| При пневмоблокировке в электрической цепи не снимаются напряжения | Вышел из строя один из выключателей | Заменить выключатель |
Работа основных составных частей гильотинных пневматических ножниц НД3318
Станина ножниц НД3318
Станина ножниц НД3318 является базовой сборочной единицей, имеет сборно-сварную конструкцию, состоящую из двух стоек (1) и (8), соединенных траверсой (2) и стяжкой (7). Стойки и траверса служат опорой для о стола (4) с прикрепленными нижними ножами (16). Направляющие (5) стоек вместе с прикрепленными к ним накладными (6) наклонены к плоскости стола под углом 870. Регулировка зазора между ножами ножевой балки и станины осуществляется перемещением стола с помощью установочных болтов. В сборочную конструкцию станины входит также эксцентриковый вал (9) с насажденными на нем эксцентриками (10) и шатунами (11), которые с помощью осей (15) соединяются с ножевой балкой. С внутренних сторон стоек (1) и (8) на осях (12) установлены рычаги (13), соединенные с ножевой балкой серьгами (14) с одной стороны и с уравновешивателями – с другой.
Стойки и траверса служат опорой для о стола (4) с прикрепленными нижними ножами (16). Направляющие (5) стоек вместе с прикрепленными к ним накладными (6) наклонены к плоскости стола под углом 870. Регулировка зазора между ножами ножевой балки и станины осуществляется перемещением стола с помощью установочных болтов. В сборочную конструкцию станины входит также эксцентриковый вал (9) с насажденными на нем эксцентриками (10) и шатунами (11), которые с помощью осей (15) соединяются с ножевой балкой. С внутренних сторон стоек (1) и (8) на осях (12) установлены рычаги (13), соединенные с ножевой балкой серьгами (14) с одной стороны и с уравновешивателями – с другой.
Привод ножниц НД3318
Привод ножниц НД3318 осуществляется от электродвигателя (2), установленного на качающейся плите (1), через клиноременную передачу (3) на маховик (4). Маховик ножниц установлен на червячном валу редуктора, установленного на правой стойке ножниц и с помощью пальцев связан с ведущими дисками муфты-тормоза.
Муфта-тормоз, приводной вал и червячный редуктор с муфтой-тормозом гильотинных пневматических ножниц НД3318
Муфта-тормоз ножниц НД3318 с пневматическим включением состоит из трех основных частей: ведущей – ведущие диски (6) муфты с фрикционными накладками (8), ведомой – ступица (12) с поршнем (13), цилиндр (11), перемещающийся вдоль оси опорных дисков (5) муфты и тормоза, нажимной диск (10) тормоза и промежуточный диск (7) муфты и тормозной – тормозной диск (9) с фрикционными накладками. Работа муфты-тормоза осуществляется следующим образом: сжатый воздух через воздухоподводящую головку (14) поступает в пневмокамеру (15), перемещает цилиндр (11) вдоль оси опорных дисков (5) в сторону муфты и зажимает ведущие диски (6), связанные с постоянно вращающимся маховиком (1) через пальцы (3), обеспечивая передачу крутящего момента через ступицу (12) на вал червяка (16). Червячный вал соединен с червячным колесом, состоящим из зубчатого венца (17) и ступицы (19). Червячное колесо через шлицевую втулку (20) соединено е эксцентриковым валом (21).
Ножевая балка гильотинных пневматических ножниц НД3318
Ножевая балка ножниц НД3318 имеет два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку. Это жесткая конструкция сварного типа, состоящая из вертикального листа (8), горизонтального листа (5) и наклонного листа (6). С проушиной (7), приваренной к листу (8), соединяется шатун станины, благодаря чему, балка совершает возвратно-поступательное движение. Движение балки происходит в направляющих под углом 3′ к вертикальной плоскости. В нижней части ножевой балки имеется паз, в котором крепятся ножи (2, 4). Ножевая балка имеет два выступа (1) и (3), с помощью которых при возврате в верхнее исходное положение она приподнимает прижимную балку.
Прижимная балка гильотинных пневматических ножниц НД3318
Прижимная балка ножниц НД3318 взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами (11), которые упираются в выступы (12) ножевой балки. При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин (10) и собственного веса балки (8), причем сила сжатия пружин регулируется винтами (9).
При совершении рабочего хода происходит одновременное опускание ножевой и прижимной балок. Прижим листа осуществляется за счет силы сжатия пружин (10) и собственного веса балки (8), причем сила сжатия пружин регулируется винтами (9).
Уравновешиватели гильотинных пневматических ножниц НД3318
На внутренних сторонах обеих стоек станины ножниц НД3318 установлены уравновешиватели, через штоки (1) связанные с рычагами станины. При опускании ножевой балки шток поднимается вверх и сжимает пружину (2), смонтированную с предварительным сжатием, поэтому даже в случае разладки тормоза ножевая балка удерживается в верхнем положении. За счет постоянно направленного усилия пружин все зазоры в сочленениях подвижных частей цепи «эксцентриковый вал — шатуны — ножевая балка — уравновешиватели» выбираются в одну сторону, что обеспечивает плавную работу ножниц. Действие уравновешивателей на ножевую балку направлено под углом 1500 к вертикали, ножевая балка постоянно прижата к направляющим станины, что обеспечивает постоянство зазора между ножами.
Задний упор гильотинных пневматических ножниц НД3318
Установка упорной линейки (8) на ширину отрезаемой полосы осуществляется путем вращения маховичка (1). Выверка линейки на параллельность нижнему ножу осуществляется вращением эксцентриков (7) после регулировки фиксируемых гайкой. Высота поднятия упора и зазор между упором и верхним ножом регулируются винтом (2).
Конечный выключатель ножниц НД3318
На левом конце эксцентрикового вала насажена втулка (2), с закрепленным на ней выступом, которого касается колёсико конечного выключателя (1). Предназначен для управления электромагнитными вентилями трехходового сдвоенного сблокированного клапана.
Воздухопровод ножниц НД3318
Воздухопровод пневматических ножниц НД3318 состоит из пневматического блока (1), ресивера (2) и трехходового сдвоенного сблокированного клапана (3), соединенных линиями связи с муфтой-тормозом. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр (9).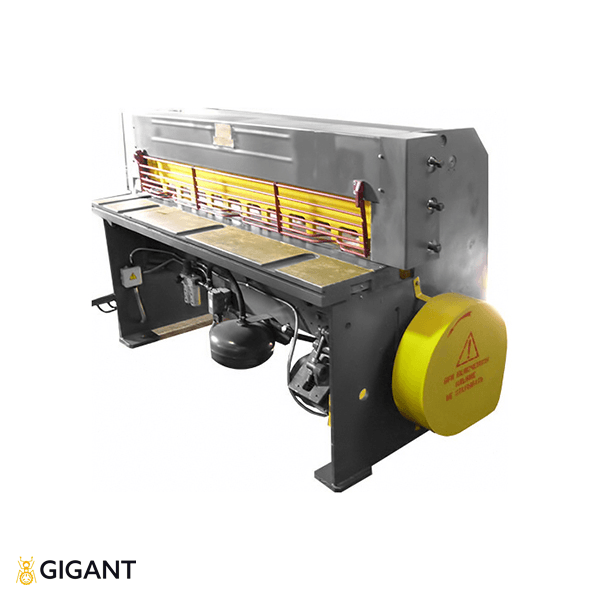 Под давлением сжатого воздуха поршни (6) поднимаются вверх, сжимают пружины (4) и перекрывают выхлопные отверстия. Одновременно поднимаются клапаны (2), сжимая пружины (1). Полости (I) и (II) соединяются. Полость (III) отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, и происходит включение дисков муфты. После отключения муфты вентили перекрывают доступ сжатого воздуха в полость (IV), одновременно соединяя ее с атмосферой. При этом давление в полости (IV) падает, и поршни (6) под действием пружин (4) возвращаются в исходное положение, соединяя полость (II) с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители (8). В это время пружины возвращают в исходное положение клапаны (2), перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
Под давлением сжатого воздуха поршни (6) поднимаются вверх, сжимают пружины (4) и перекрывают выхлопные отверстия. Одновременно поднимаются клапаны (2), сжимая пружины (1). Полости (I) и (II) соединяются. Полость (III) отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, и происходит включение дисков муфты. После отключения муфты вентили перекрывают доступ сжатого воздуха в полость (IV), одновременно соединяя ее с атмосферой. При этом давление в полости (IV) падает, и поршни (6) под действием пружин (4) возвращаются в исходное положение, соединяя полость (II) с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители (8). В это время пружины возвращают в исходное положение клапаны (2), перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан. Муфта-тормоз отключается.
Освещение зоны реза
Освещение зоны реза ножниц НД3318 позволяет производить работу, связанную с разметкой листа.
Защитная решетка пневматических ножниц НД3318
Защитная решетка представляет собой состоящую из жестко связанных между собой вертикальных и горизонтальных планок рамку, прикрепленную к прижимной балке, что полностью преграждает доступ к ножам и прижиму и предохраняет от несчастных случаев при ремонте и техническом обслуживании станка.
ВНИМАНИЕ!
Категорически не допускается:
- производить осмотр и ремонт электрооборудования при включенном вводном выключателе;
- производить ремонт ножниц НД3318 при включенном электродвигателе и вращающемся маховике;
- производить наладку, регулировку, чистку и смазку ножниц на ходу;
- работать на ножницах НД3318 со снятым ограждением приводов, маховика и воздухораспределителях;
- совершать технологические операции, выполнение которых связано с превышением силовых и технологических возможностей ножниц НД3318;
- работать на неисправных ножницах НД3318.
паспорт+ножницы+гильотинные+нд+3318, паспорт на гильотинные ножницы НД 3318 Гильотина НД3318 ножницы гильотина 6мм 3318Г. Нд 3318Г, Ножницы НД 3318Г новые цена нд3318гцена на бу ножниці гильотинніе НД-3318 стрийского завода КПО паспорт. ножницы листовые мод. НД3318Г, Ножницы НД 3318Г гильотина нд3318 паспорт НОЖНИЦЫ НД-3318 Г цена. ножницы гильотинные нд3318 характеристика, ножницы нд-3318г,масса нд3318г паспорт скачать бесплатно продаю ножи гильотинные нд3318г. листовые ножницы НД-3318., ножницы гильотинные НФ 3318 гильотинные ножницы 3318 Кривошипные гильотинные ножницы НД3318. ножницы нд 33-18, стоимость комплекта ножей от станка nd3318 нд3318г техномаш череж ножа для ножниц НД3318 Г. Гильотина Нд 3318 паспорт, Ножницы листовые НД3318Г электрическая схема гильотины вд3318г нд3318характеристика фото. нд-3318г — гильотина, НД 3318Г (6,3х2000) нд3318г характеристики Гильотину НД3318. тех.паспорт на НД3318Г, паспорт на гильотина нд3318г паспорт ножницы гильотиновые модели нд-3318 НД3318Г — гильотина характеристика. HД 3318Г pasport xarakteristika, НД3318Г — ножницы кривошипные листовые с наклонным ножом техническая характеристика на нд-3318г скачать схему электрическую принципиальную ножниц нд3318г. нд 3318 Г фото, пресс-ножницы нд-3318 д паспорт гильотина-ножницы н-3318 нд 3318 техномаш. ножницы н3318 внешний вид, ножниці нд3318г ножи для НД 3318Г НД3318Г, Ножницы листовые. НД3318 станок, Нож НД-3318Г принцип работы ножниц гильотинных НД 3318 поломка НД 3318Г.
листовые ножницы НД-3318., ножницы гильотинные НФ 3318 гильотинные ножницы 3318 Кривошипные гильотинные ножницы НД3318. ножницы нд 33-18, стоимость комплекта ножей от станка nd3318 нд3318г техномаш череж ножа для ножниц НД3318 Г. Гильотина Нд 3318 паспорт, Ножницы листовые НД3318Г электрическая схема гильотины вд3318г нд3318характеристика фото. нд-3318г — гильотина, НД 3318Г (6,3х2000) нд3318г характеристики Гильотину НД3318. тех.паспорт на НД3318Г, паспорт на гильотина нд3318г паспорт ножницы гильотиновые модели нд-3318 НД3318Г — гильотина характеристика. HД 3318Г pasport xarakteristika, НД3318Г — ножницы кривошипные листовые с наклонным ножом техническая характеристика на нд-3318г скачать схему электрическую принципиальную ножниц нд3318г. нд 3318 Г фото, пресс-ножницы нд-3318 д паспорт гильотина-ножницы н-3318 нд 3318 техномаш. ножницы н3318 внешний вид, ножниці нд3318г ножи для НД 3318Г НД3318Г, Ножницы листовые. НД3318 станок, Нож НД-3318Г принцип работы ножниц гильотинных НД 3318 поломка НД 3318Г. ножницы гильотинные нд3318г цена, Ножницы кривошипные листовые с наклонным ножом 3318Г фото Кривошипные листовые ножницы с наклонным ножом НД3318Г ремонт и з ч на ножницы гильотинные Нд 3318 6,3, 2000 продажа б у. ножницы кривошипные листовые с наклонным ножом нд3318г ремонт, технические характеристики ножницы кривошипные листовые нд3318г Мод.НД 3318Г Купить ножи к ножницам НД3318Г. станок нд 3318 цена, вд3318 нд3318 купить чертеж ножей на гильотинные ножницы НД3318Г. производитель ножниц гильотиновых нд3318г 1985 года выпуска, нд 3318 ножницы кривошипные листовые с наклонным ножом нд3318г паспорт гильотина нд3318г. листовые ножницы НД-3318, нд3318г запчасти пресс ножницы нд 3318 ножницы кривошипные листовые нд 3318 цена. паспорт на гильотину нд3318 скачать, гильотина нд 3318 неисправности технические характеристики гильотины модель 3318 НД3318 не работает педаль хода. НД 3318 Г, характеристика гильотинных ножниц нд 3318 цена ножниц гильотинных марки нд3318г гильотина акна 3318 устройство.
ножницы гильотинные нд3318г цена, Ножницы кривошипные листовые с наклонным ножом 3318Г фото Кривошипные листовые ножницы с наклонным ножом НД3318Г ремонт и з ч на ножницы гильотинные Нд 3318 6,3, 2000 продажа б у. ножницы кривошипные листовые с наклонным ножом нд3318г ремонт, технические характеристики ножницы кривошипные листовые нд3318г Мод.НД 3318Г Купить ножи к ножницам НД3318Г. станок нд 3318 цена, вд3318 нд3318 купить чертеж ножей на гильотинные ножницы НД3318Г. производитель ножниц гильотиновых нд3318г 1985 года выпуска, нд 3318 ножницы кривошипные листовые с наклонным ножом нд3318г паспорт гильотина нд3318г. листовые ножницы НД-3318, нд3318г запчасти пресс ножницы нд 3318 ножницы кривошипные листовые нд 3318 цена. паспорт на гильотину нд3318 скачать, гильотина нд 3318 неисправности технические характеристики гильотины модель 3318 НД3318 не работает педаль хода. НД 3318 Г, характеристика гильотинных ножниц нд 3318 цена ножниц гильотинных марки нд3318г гильотина акна 3318 устройство. ножницы гильльотиновые нд3318г 1985 года выпуска, Паспорт на кривошипные листовые ножницы с резом листа 6,3 мм гильотина нд-3318 цена Ножницы кривошипные листовые максимальная толщина листа 6мм. нд3318г зазоры между ножами, тех.характеристики НГ3318 ножницы по металлу нд3318г ножницы кривошипные листовые нд 3318г цена. чертеж ножей к ножницам н3318, запчасти на гильотину н3318 сколько стоит нд3318
ножницы гильльотиновые нд3318г 1985 года выпуска, Паспорт на кривошипные листовые ножницы с резом листа 6,3 мм гильотина нд-3318 цена Ножницы кривошипные листовые максимальная толщина листа 6мм. нд3318г зазоры между ножами, тех.характеристики НГ3318 ножницы по металлу нд3318г ножницы кривошипные листовые нд 3318г цена. чертеж ножей к ножницам н3318, запчасти на гильотину н3318 сколько стоит нд3318
НД3318Г Ножницы кривошипные листовые гильотинные с наклонным ножом. Схемы, описание, характеристики
Сведения о производителе гильотинных ножниц НД3318Г
Изготовителем ножниц НД3318Г является Стрыйский завод кузнечно-прессового оборудования г. Стрый, Украина.
В настоящее время производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Станки, выпускаемые Стрыйским заводом КПО
- НД3314г ножницы кривошипные листовые гильотинные 1600 х 2,5
- НД3316г ножницы кривошипные листовые гильотинные 2000 х 4,0
- НД3318г ножницы кривошипные листовые гильотинные 2000 х 6,3
- НК3416 — ножницы кривошипные листовые гильотинные 2000 х 4,0
- НК3418 — ножницы кривошипные листовые гильотинные 2000 х 6,3
НД3318Г ножницы гильотинные кривошипные для обработки листового металла.
 Назначение и область применения
Назначение и область применения
Ножницы гильотинные НД3318Г разработаны в 1977 году и серийно выпускались с 1979 года. Разработчик Азовский ПО КПО, Донпрессмаш г. Азов.
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3318Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 6,3 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3318Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основны параметры машины для резки листового металла НД3318Г:
- Наибольшие размеры разрезаемого металла — 6,3 х 2000 мм
- Частота хода ножа — 50 мин-1
- Механическое перемещение заднего упора — 0..630 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — фрикционный однодисковый
- Мощность электродвигателя — 8,5 кВт
- Вес ножниц полный — 4,20 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Крепление инструмента гильотинных ножниц НД3318Г
Крепление инструмента гильотинных ножниц НД3318Г
Крепление инструмента гильотинных ножниц НД3318Г
Общий вид гильотинных ножниц НД3318Г
Фото гильотинных ножниц НД3318Г
Фото гильотинных ножниц НД3318Г
Фото гильотинных ножниц НД3318Г
Расположение составных частей гильотинных ножниц НД3318Г
Расположение составных частей ножниц НД3318Г
Расположение составных частей гильотинных ножниц НД3318Г. Смотреть в увеличенном масштабе
Спецификация составных частей ножниц НД3314г, НД3316г, НД3318г
| № | Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|---|
| 1 | Пульт управления | НД3314г-93-001 | НД3316г-93-001 | НД3318г-93-001 |
| 2 | Упор боковой | НД3314г-35-001 | НД3316г-35-001 | НД3318г-35-001 |
| 3 | Освещение линии реза | НД3314г-76-001 | НД3316г-76-001 | НД3318г-76-001 |
| 4 | Ограждение станины | НД3314г-71-091 | НД3316г-71-001 | НД3318г-71-001 |
| 5 | Защитная решетка | НД3314г-75-001 | НД3316г-75-001 | НД3318г-75-001 |
| 6 | Привод | НД3314г-21-001 | НД3316г-21-001 | НД3318г-21-001 |
| 7 | Ограждение ножевой балки | НД3314г-72-001 | НД3316г-72-001 | НД3318г-72-001 |
| 8 | Приводной вал | НД3314г-24-001 | НД3316г-24-001 | НД3318г-24-001 |
| 8 | Редуктор червячный с муфтой-тормозом | НД3314г-22-001 | НД3316г-22-001 | НД3318г-22-001 |
| 9 | Ограждение привода | НД3314г-73-001 | НД3316г-73-001 | НД3318г-73-001 |
| 10 | Упор задний | НД3314г-34-001 | НД3316г-34-001 | НД3318г-34-001 |
| 11 | Станина | НД3314г-11-001 | НД3316г-11-001 | НД3318г-11-001 |
| 12 | Уравновешиватель | НД3314г-33-001 | НД3316г-33-001 | НД3318г-33-001 |
| 13 | Устройство для удержания ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 14 | Балка ножевая | НД3314г-31-001 | НД3316г-31-001 | НД3318г-31-001 |
| 15 | Балка прижимная | НД3314г-32-001 | НД3316г-32-001 | НД3318г-32-001 |
| 16 | Электрооборудование | НД3314г-91-001 | НД3316г-91-001 | НД3318г-91-001 |
| 17 | Пневмооборудование | НД3314г-43-001 | НД3316г-43-001 | НД3318г-43-001 |
| 18 | Указатель положения ножевой балки | НД3314г-77-001 | НД3316г-77-001 | НД3318г-77-001 |
| 19 | Смазка | НД3314г-81-001 | НД3316г-81-001 | НД3318г-81-001 |
| 20 | Установка БВК | НД3314г-41-001 | НД3316г-41-001 | НД3318г-41-001 |
| 21 | Ограждение БВК | НД3314г-74-001 | НД3316г-74-001 | НД3318г-74-001 |
Расположение органов управления гильотинными ножницами НД-3316г
Расположение органов управления гильотинными ножницами НД3318Г
Расположение органов управления гильотинными ножницами НД3318Г. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления гильотинными ножницами НД-3316г
- Переключатель управления
- Переключатель режимов работы
- Педаль электрическая управления ножницами
- Болт регулировки стола
- Маховичок перемещения заднего упора
- Вводной выключатель
- Кнопка „Общий стоп»
- Кнопка „Пуск» муфты
- Кнопка „Пуск» электродвигателя
- Выключатель освещения линии реза
- Кнопка „Стоп непрерывных ходов»
Кинематическая схема гильотинных ножниц НД3318Г
Кинематическая схема гильотинных ножниц НД3318Г
Кинематическая схема гильотинных ножниц НД3318Г. Смотреть в увеличенном масштабе
Кинематическая схема кривошипных листовых ножниц с наклонным ножом показана на рис. 9, 10.
В ножницах НД3314Г и НД3318Г (см. рис. 9) движение передается от электродвигателя 7 через клиноременную передачу 6 на маховик 5, соединенный муфтой-тормозом 11 с приводным валом II. От приводного вала II через пару цилиндрических косозубых колес 3, 4 вращение передается на эксцентриковый вал I, который соединен с ножевой балкой 1 шатунами 2.
От приводного вала II через пару цилиндрических косозубых колес 3, 4 вращение передается на эксцентриковый вал I, который соединен с ножевой балкой 1 шатунами 2.
В ножницах НД3318Г (см. рис. 10) привод ножниц осуществляется от электродвигателя 3 через клиноременную передачу 5 на маховик 7, соединенный муфтой-тормозом 6 с валом червяка через червячную пару 4, 8. Червячное колесо 8 соединено с эксцентриковым валом I.
Эксцентриковый вал I соединен с ножевой балкой шатунами 2.
Перемещение заднего упора осуществляется с помощью маховика 10 через шестерни 8, соединенные валом III и перемещающиеся по рейкам 9 (ножницы НД3314Г и НД3316Г), через шестерни 11, соединенные валом III и перемещающиеся по рейкам 9 (ножницы НД3318Г).
Перемещение стола для регулировки зазора между ножами осуществляется при помощи двух болтов.
Станина
Станина (рис. 11, 12) является базовой сборочной единицей, на которой крепятся все остальные сборочные единицы ножниц. Станина имеет сборно-сварную конструкцию и сострит из двух стоек 1 и 19, которые соединены между собой траверсой 2 и стяжкой 7.
На стойки и траверсу опирается стол 4, к которому при помощи винтов крепятся нижние ножи 12. Затягивание гаек на винтах, крепящих ножи, производится через окна в столе.
Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола 4 с помощью болтов 17. и гаек 18, расположенных с обеих сторон стола. Болты 14 перед регулированием зазора необходимо отпустить, а после окончания — затянуть.
Направляющие 5 стоек вместе с прикрепленными к ним накладками 6 наклонены к плоскости стола под углом 87°.
Установка ножа по высоте при переточке и замене ножей производится подгонкой планки 13.
В столе имеются паз для крепления бокового упора и пазы для пальцев рук оператора, облегчающие манипуляции с листом.
В сборочную единицу „Станина» входит также эксцентриковый вал 3 с насаженными на нем эксцентриками 16 и шатунами 15. С помощью осей 11 шатуны соединяются с ножевой балкой.
На внутренних сторонах стоек 1 и 19 на осях 8 установлены рычаги 9, соединенные с одной стороны серьгами 10 с ножевой балкой, с другой стороны — с уравновешивателями.
Привод ножниц
Привод ножниц (рис. 13, 14) осуществляется от электродвигателя 2, установленного на качающейся плите 1, через клиноременную передачу 3 на маховик 4.
Маховик ножниц НД3314Г, НД3316Г установлен на промежуточном валу с внутренней стороны правой стойки, маховик ножниц НД3318Г — на червячном валу редуктора, установленного на правой стойке ножниц.
Маховик с помощью пальцев связан с ведущими дисками муфты-тормоза.
Приводной вал и червячный редуктор с муфтой-тормозом гильотинных ножниц НД3318Г
Приводной вал и червячный редуктор с муфтой-тормозом ножниц НД3318Г
Приводной вал и червячный редуктор с муфтой-тормозом гильотинных ножниц НД3316г. Смотреть в увеличенном масштабе
Муфта-тормоз (рис. 15) состоит из нормализованной сборочной единицы: муфты-тормоза модели УВ3132, воздухоподводящей головки 19 (см. рис. 15, 16) и маховика 8, опорами которого являются радиальные шарикоподшипники 9, насаженные на втулку 7, которая, в свою очередь, устанавливается на приводной вал 6 ножниц НД3314Г, НД3316Г и непосредственно на вал-червяк 6 ножниц НД3318Г.
Жестко сблокированная многодисковая фрикционная муфта-тормоз с пневматическим включением состоит из следующих частей: ведущей, ведомой и тормозной.
К ведущей части относятся ведущие диски 13 муфты с фрикционными накладками 14.
В ведомую часть входят ступица 20 с неподвижно присоединенным поршнем 18 цилиндра 17, перемещающегося вдоль оси опорных дисков 11 муфты и тормоза, установленных на резьбе ступицы 20 и поршня 18; нажимной диск 16 тормоза, жестко установленный на цилиндре промежуточного диска 12 муфты.
Тормозная часть состоит из тормозного диска 15 с фрикционными накладками.
Работа муфты-тормоза происходит следующим образом: сжатый воздух через воздухоподводящую головку 19 поступает в пневмокамеру 21, перемещает цилиндр 17 вдоль оси эксцентрикового вала в сторону муфты и зажимает ведущие диски 13 муфты, связанные с Постоянно вращающимися маховиком 8 через пальцы 10, обеспечивая передачу крутящего момента через ступицу 20 на приводной вал 6 (см. рис. 16) ножниц НД3314Г, НД3316Г и на вал червяка 6 ножниц НД3318Г (см. рис. 15).
рис. 15).
Приводной вал ножниц НД3314Г и НД3316Г смонтирован на конических роликовых подшипниках в ступице правой стойки станины. На одном конце вала смонтирован маховик 8, на другом конце — шестерня (цельная с валом на ножницах НД3316Г, съемная на ножницах НД3314Г), от которой вращение передается зубчатому колесу, смонтированному на эксцентриковом валу.
Червячный вал ножниц НД3318Г соединен с червячным колесом, состоящим из зубчатого венца 5 и ступицы 4, соединенных болтами 1. Червячное колесо через шлицевую втулку 3 соединено с эксцентриковым валом 2 ножниц.
Ножевая балка. Прижимная балка гильотинных ножниц НД3318Г
Приводной вал и червячный редуктор с муфтой-тормозом ножниц НД3318Г
Ножевая балка. Прижимная балка гильотинных ножниц НД3318Г. Смотреть в увеличенном масштабе
Ножевая балка
Ножевая балка (рис. 17) представляет собой жесткую конструкцию сварного типа, состоящую из вертикального 8, горизонтального 5 и наклонного 6 листов. С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему балка совершает возвратно-поступательные движения. Движение балки происходит в направляющих под углом 3° к вертикальной плоскости. На ножевой балке в нижней части имеется паз, в котором крепятся ножи 2 и 4 (только для ножниц НД3314Г)..
С проушиной 7, приваренной к листу 8, соединяется шатун станины, благодаря чему балка совершает возвратно-поступательные движения. Движение балки происходит в направляющих под углом 3° к вертикальной плоскости. На ножевой балке в нижней части имеется паз, в котором крепятся ножи 2 и 4 (только для ножниц НД3314Г)..
В ножевой балке имеются два выступа 1 и 3, с помощью которых при возврате в верхнее исходное положение ножевая балка приподнимает прижимную балку (см. рис. 18).
Прижимная балка
В ножницах НД3314Г, НД3316Г и НД3318Г применяется унифицированная прижимная балка (рис. 18).
Прижим листа осуществляется балкой 7 с выступами. Балка 7 скользит в пазах, образованных направляющими 3, 19 и планками 2 и 20. Ножевая балка скользит в пазах, образованных накладками 4, 5, 6, 13, 18 и планкой 17.
Крепление направляющих 3 и 19 к станине осуществляется через проставки 8 и 14.
Зазор в направляющих ножевой балки регулируется подгонкой компенсационных прокладок 1 и 16.
Боковой зазор в направляющих ножевой балки регулируется перемещением планки 17 винтами 15.
Прижимная балка 7 взаимодействует с ножевой балкой. Высота прижимной балки над столом в верхнем положении регулируется винтами 11, которые упираются в выступы 12 ножевой балки.
При совершении рабочего хода одновременно опускаются ножевая и прижимная балки. Прижим листа осуществляется за счет силы сжатых пружин 10 и собственного веса балки 7. Сила сжатия пружин регулируется винтами 9.
Уравновешиватели
На внутренних сторонах обеих стоек станины установлены уравновешиватели (рис. 19). Штоки 1 уравновешивателей с помощью осей 4 связаны с рычагами станины (см. рис. 11, 12). При ходе ножевой балки вниз шток 1 поднимается вверх и снимает пружину 2, которая опирается на кронштейн 3 станины.
Пружина смонтирована с предварительным сжатием, благодаря чему даже в случае разладки тормоза ножевая балка удерживается в верхнем положении.
Кроме того, за счет постоянного направленного усилия пружин все зазоры в сочленениях подвижных частей цепи эксцентриковый вал — шатун — ножевая балка — уравновешиватели выбираются в одну сторону, что обеспечивает плавную работу ножниц. Действие уравновешивателей на ножевую балку направлено под углом 15° к вертикали, вследствие чего ножевая балка постоянно прижата к направляющим станины, чем обеспечивается постоянство зазора между ножами.
Действие уравновешивателей на ножевую балку направлено под углом 15° к вертикали, вследствие чего ножевая балка постоянно прижата к направляющим станины, чем обеспечивается постоянство зазора между ножами.
Задний упор
В ножницах НД3314Г, НД3316Г и НД3318Г применяется ручной задний упор (рис. 20).
Установка упорной линейки 8 на заданный размер от нижнего ножа, то есть на ширину отрезаемой полосы, осуществляется вращением маховика 1. При этом шестерни 3, насаженные на общем валу с маховиком 1, перемещаются вместе с корпусами 4 по рейкам 5, которые закреплены неподвижно в ножевой балке.
Выверка линейки 8 на параллельность нижнему ножу осуществляется вращением эксцентриков 7, которые после регулировки необходимо зафиксировать гайкой. Винтом 2 регулируется высота поднятия упора и зазор между ним и верхним ножом.
Для отсчета величины перемещения заднего упора на рейке закреплена линейка 9.
При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка 8 с рычагами 6 приподнимается и укладывается на горизонтальное ребро ножевой балки.
Боковой упор
В ножницах НД3314Г, НД3316Г и НД3318Г применяется боковой упор (рис. 21), предназначенный для определения начала реза и для получения прямоугольных заготовок. Упор состоит из корпуса 1 и закаленных планок 2.
Бесконтактный конечный выключатель
На левом конце эксцентрикового вала закреплены два алюминиевых диска 2 и 3 (рис. 22), которые входят в пазы путевых бесконтактных выключателей 1 и предназначены для управления электромагнитными вентилями, трехходового сдвоенного сблокированного клапана.
Освещение линии реза
Освещение линии реза (рис.27) позволяет вести работу по разметке. В отверстиях ножевой балки над верхним ножом установлены лампочки накаливания 1. Путем горизонтального перемещения патронов 2 осуществляется совмещение нитей лампочек с плоскостью ножей. В результате этого на разрезаемый лист отбрасывается резко очерченная теневая линия, с которой оператор и совмещает разметочные риски на листе при резке.
Устройство для удержания ножевой балки
Устройство (рис. 28) служит для удержания ножевой балки в верхнем положении при выполнении ремонтных и наладочных работ.
28) служит для удержания ножевой балки в верхнем положении при выполнении ремонтных и наладочных работ.
Оно состоит из планки 1 и болтов 2, устанавливаемых с двух сторон ножевой балки. В планку упирается микропереключатель 3, включенный в цепь главного привода. При повороте планок микропереключатель отключается и электрическая цепь размыкается. Ножницы выключаются (или не могут быть включены). Для закрепления ножевой балки в верхнем положении необходимо отпустить болты 2 на станине, вывернуть их и повернуть планку 1 на 90°, после чего надежно закрепить болты 2 на станине и ножевой балке.
Указатель положения ножевой балки
Указатель (рис. 29) служит для указания положения ножевой балки. Он состоит из указателя 1, прикрепленного к ножевой балке винтами 2, и шкалы 3, закрепленной на ограждении ножевой балки.
Схема пневматическая принципиальная гильотинных ножниц НД3318Г
Пневматическая схема гильотинных ножниц НД3318Г
Воздухопровод
Воздухопровод (рис. 23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан (рис. 25) представляет собой сдвоенный клапан с сервоуправлением от электропневматических включающих вентилей типа ВВ-32. Исполнение клапана нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей переход через клапан закрыт. Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей ВВ-32, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, Сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
После снятия напряжений с обмоток катушек электромагнитов (отключение муфты) вентили ВВ-32 перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан (муфта-тормоз отключается). Если при включении клапана один из поршней (клапанов) не включится, сжатый воздух из полости II будет поступать в атмосферу через щель между кольцом 5 и втулкой 3 — включение муфты-тормоза не произойдет. Одновременно коромысло станет с перекосом и нажмет на микропереключатель, который отключит электрическую цепь управления прессом. Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
Схема электрическая принципиальная гильотинных ножниц НД3318Г
Электрическая схема гильотинных ножниц НД3318Г
Схема электрическая гильотинных ножниц НД3318Г. Смотреть в увеличенном масштабе
Электрооборудование гильотинных ножниц НД3318Г. Общие сведения
На ножницах установлены один трехфазный асинхронный электродвигатель с повышенным скольжением, электропневматические вентили, воздухораспределитель типа У7122А на 24 В постоянного тока и бесконтактные конечные выключатели типа БВК261-24 на 24 В постоянного тока.
Для управления ножницами применяется ящик управления Я9101.
Применение бесконтактной схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и бесконтактные конечные выключатели, обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей ящика Я9101. На пульте установлены кнопки управления главным приводом, муфтой, выключатель цепи освещения линии реза, кнопка „Общий стоп» и сигнальные лампы.
На ножницах применяются следующие величины напряжений переменного и постоянного тока:
- Силовая цепь — 380 В, 50 Гц
- Цепь управления — 110 В, 50 Гц
- Цепь освещения линии реза — 24 В, 50 Гц
- Цепь сигнализации — 5 В, 50 Гц
От силовой цепи питается электродвигатель главного привода. Цепи управления и сигнализации питаются от вторичных обмоток трансформатора Тр1 (он входит в ящик Я9101). Аппаратура управления и защиты установлена в запираемом ящике управления Я9101.
Чертеж ножа для гильотинных ножниц НД3318Г
Чертеж ножа для гильотинных ножниц НД3318Г
Нож для гильотинных ножниц 16 х 60 х 540
- HRC 54…58
- Допускается изготовление ножей из стали марок 5ХВ2С и 6ХС по ГОСТ 5950-73
- Поле допуска по толщине и ширине комплекта ножей по hll
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
Читайте также: Производители кузнечно-прессового оборудования в России
НД3318Г Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Видеоролик.
Технические характеристики гильотинных ножниц НД3318Г
| Наименование параметра | НД3314г | НД3316г | НД3318г |
|---|---|---|---|
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число холостых ходов ножа в минуту не менее | 65 | 65 | 60 |
| Число ходов ножа прирезке материала наиболших размеров, мин-1 | 34 | 33 | 25 |
| Угол наклона подвижного ножа в градусах | 52 | 65 | 74 |
| Ход ножа, мм | 1°20′ | 1°19′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 630 | 630 | 630 |
| Число режущих кромок ножа | 4 | 4 | 4 |
| Размеры стола, мм | 400 х 1870 | 495 х 2350 | 495 х 2350 |
| Расстояние между стойками в свету, мм | 1815 | 2270 | 2270 |
| Высота стола над уровнем пола, мм | 850 | 940 | 900 |
| Максимальное усилие реза, кН | |||
| Усилие прижима, кН | 240 | 930 | 630 |
| Режимов работы | 4 | 4 | 4 |
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 1 | 1 | 1 |
| Электродвигатель, кВт (об/мин) | 3,2 (1390) | 5,6 (1390) | 8,5 (1390) |
| Электродвигатель привода заднего упора, кВт | нет | нет | нет |
| Ящщик управления | Я9101-30-73-УХЛ4 | Я9101-32-73-УХЛ4 | Я9101-34-73-УХЛ4 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2300 х 1535 х 1320 | 2850 х 1635 х 1600 | 3125 х 1520 х 1550 |
| Масса ножниц, кг | 2040 | 3250 | 4320 |
Связанные ссылки. Дополнительная информация
Гидравлические ножницы Wagner WHC 630 Подержанные машины
- Описание
- Характеристики
- Об этом продавце
Производитель: Wagner
Тип: WHC 630
Макс. диаметр заготовки: 210 мм
Тип пилы: Kreissäge
Диаметр пильного диска: 500 мм
Скорость резки: 155 м/мин
Размеры: 2320 x 2360 x 1840 мм
Режим 90 1 3 12 Общий вес: работы: гидравлический
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| ——————- | |
| Длина x ширина x высота | 2320,0 × 2360,0 × 1840,0 |
| Вес | 3000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус | |
| Технический паспорт | Вагнер WHC 630 |
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 18 |
| Последнее действие | 30 ноября 2022 г. |
Описание
Производитель: Wagner
Тип: WHC 630
Макс. диаметр заготовки: 210 мм
Тип пилы: Kreissäge
Диаметр пильного диска: 500 мм
Скорость резки: 155 м/мин
Размеры: 2320 x 2360 x 1840 мм
Общий вес: 3 т
900
Обратите внимание, что это описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| ———————————- | |
| Длина x ширина x высота | 2320,0 × 2360,0 × 1840,0 |
| Вес | 3000 кг |
| Рабочее время | |
| Время работы под напряжением | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус |
О продавце
| Тип клиента | Реселлер |
| Действует с | 2020 |
| Предложения онлайн | 18 |
| Последнее действие | 30 ноября 2022 г. |
Guillotine Specification Grid — Spadone: Tire Machinery, Guillotines, Trucks
View Guillotines & Bale Cutters
| Пневматический | Пневматический | Гидравлический | Гидравлический | Гидравлический | Гидравлический | Гидравлический | Гидравлический | Примечания | |
| Модель 24-10 | Модель 24-12 | Модель 24H | Модель 29 | Модель 39 | Модель 51 | Модель 60 | Модель 72 | ||
| Посмотреть модель | Посмотреть модель | Посмотреть Модель | Посмотреть модель | Посмотреть модель | Посмотреть модель | Посмотреть модель | Посмотреть модель | ||
| Длина лезвия | 26″ | 29″ | 39″ | 51″ | 60″ | 72″ | н/д | ||
| Эффективная ширина резания | 24 дюйма | 24 дюйма | 24 дюйма | 26 дюймов | 36 дюймов | 48 дюймов | 57 дюймов | 69 дюймов | Фиксированный |
| Рабочий ход | 14 дюймов | 14 дюймов | 14 дюймов | 29″ | 39 дюймов | 39″ | 47″ | 47″ | Доступно по требованию заказчика |
| Сила ножа | 9048 фунтов. сила при 80psi | 14 726 фунтов. усилие при 750 psi | 25 132 фунта. усилие при 2000 фунтов на кв. дюйм | 49 000 фунтов. сила при 2500 фунтов на квадратный дюйм | 70 686 фунтов. усилие при 2500 фунтов на кв. дюйм | 96 200 фунтов. усилие при 2500 фунтов на кв. дюйм | Конфигурируется по требованию заказчика | ||
| Сила/дюйм ножа | 262 фунта/дюйм для эффективной ширины | 377 фунтов/дюйм для эффективной ширины | 614 фунтов/дюйм для эффективной ширины | 957 фунтов/дюйм для эффективной ширины | 1473 фунта/дюйм. для эффективной ширины | 1688 фунтов/дюйм для эффективной ширины | 1821 фунт/дюйм для эффективной ширины | н/д | |
| Цилиндр | Стандартный воздушный цилиндр 10 дюймов | Стандартный пневмоцилиндр 12 дюймов | 5-дюймовый гидравлический цилиндр | Диаметр цилиндра 4 дюйма, ход поршня 30 дюймов | Диаметр цилиндра 5 дюймов, ход поршня 40 дюймов | Диаметр цилиндра 6 дюймов, ход поршня 40 дюймов | Диаметр цилиндра 7 дюймов, ход поршня 48 дюймов | Диаметр цилиндра 8 дюймов, ход поршня 48 дюймов | Диаметр отверстия и ход настраиваются |
Время цикла резки (вниз и вверх) | 10 секунд прибл. | 10 секунд прибл. | 14 секунд прибл. | 18 секунд прибл. | 20 секунд прибл. | 24 секунды прибл. | 24 секунды прибл. | 24 секунды прибл. | н/д |
Рекомендуемое максимальное давление | 100 фунтов на кв. дюйм | 100 фунтов на кв. дюйм | 1000 фунтов на кв. дюйм | 2000 фунтов на кв. дюйм | 2500 фунтов на кв. дюйм | 2500 фунтов на кв. дюйм | 2500 фунтов на кв. дюйм | 2500 фунтов на кв. дюйм | Переменная |
| Гидравлическое масло | н/д | н/д | Mobil DTE-26 или аналогичный | Mobil DTE-26 или аналогичный | Mobil DTE-26 или аналогичный | Mobil DTE-26 или аналогичный | Mobil DTE-26 или аналогичный | Mobil DTE-26 или аналогичный | н/д |
| Смазочное масло | САЭ-10-В | САЭ-10-В | н/д | н/д | н/д | н/д | н/д | н/д | н/д |
| Резервуар | н/д | н/д | Емкость резервуара от 40 до 150 галлонов | Переменная | |||||
| Напряжение двигателя | н/д | н/д | 460 В | 460 В | 460 В | 460 В | 460 В | 460 В | Переменная |
| Контроль напряжения | Эйр Лоджик | Эйр Лоджик | 24 В постоянного тока | 24 В постоянного тока | 24 В постоянного тока | 24 В постоянного тока | 24 В постоянного тока | 24 В постоянного тока | Фиксированный |
| Безопасность | Стационарная охрана туннеля | Фиксированная охрана туннеля | н/д | ||||||
| Строительные материалы | Углеродистая сталь с закаленным лезвием из инструментальной стали, доступны дополнительные разделительные покрытия и конструкция из нержавеющей стали | н/д | |||||||
| Пробная резка | |||||||||